|
摘要:控制圖作為
SPC
品質分析的核心工具, 主要用來監測過程是否處于控制狀態的一種圖形方法。其中控制圖主要分為兩大類,一是計量型控制圖,另一種是計數型控制圖.下面我們主要針對計數型中常見的四種類型控制圖的適用場合進行介紹.
首先,我們先來看下計量型控制圖跟計數型控制圖的主要區別:
•
計數值控制圖:它是以計件產品的不良件數或點數的表示方法,數據在理論上有不連續的特性,故稱為離型變量;
•
計量型控制圖
:指產品需實際量測而取得的連續性實際值,并對其做數理分析,以說明該產品在此量測特性的品質狀況的方法.
計數型控制圖的種類
•
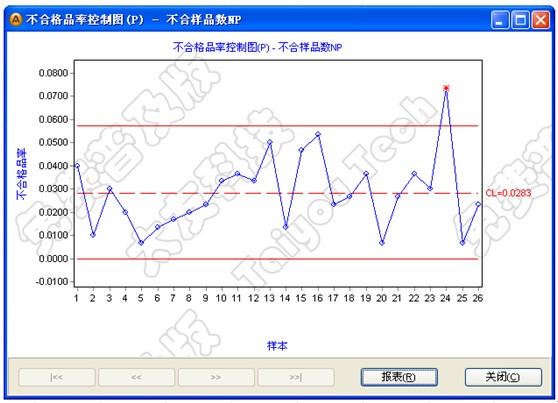
P 控制圖
(不合格率控制):用于對產品不合格品率的控制;
•
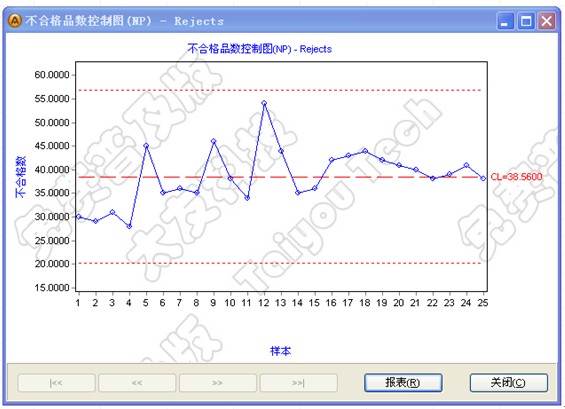
NP 控制圖(不合格品數控制圖):用于對不合格品數的控制;
•
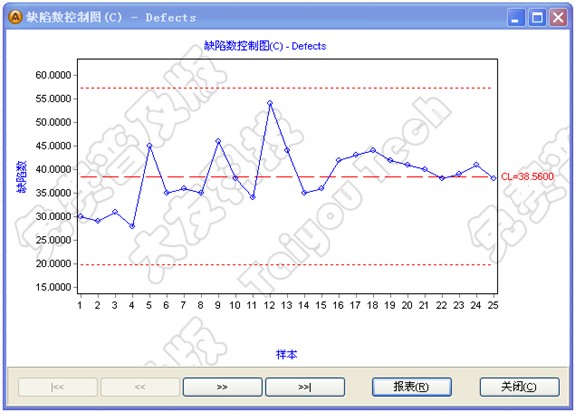
C 控制圖(缺陷數控制圖):用于單件上缺陷數的控制;
•
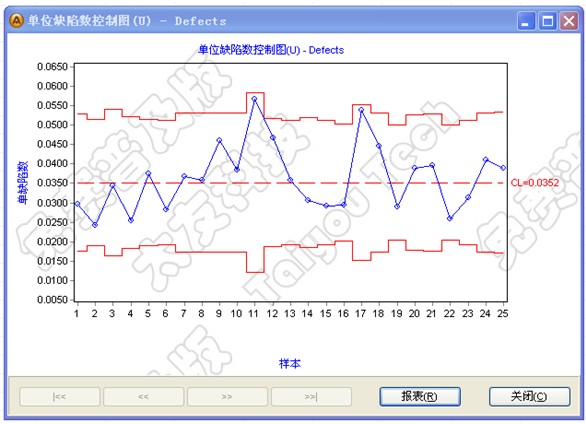
U控制圖(單位缺陷數控制圖):用于單位面積、單位長度上缺陷數的控制。
四種計數型控制圖的應用場合
•
P 控制圖(不合格率控制):用于控制對象為
不合格品率
或合格品率、交貨延遲率、缺勤率、差錯率等計數值質量指標的場合。
•
NP控制圖:用于控制對象為不合格品數的場合。設n為樣本大小,P為不合格品率,則NP為不合格品個數,取NP為不合格品數控制圖的簡記記號。NP圖用于樣本大小相同的場合。
•
C控制圖:用于控制一部機器,一個部件,一定的長度,一定的面積或任何一定的單位中所出現的缺陷數目。C圖用于樣本大小相等的場合。如涂裝車間機蓋上的臟點數,可用C圖。
•
U控制圖:當樣品的大小變化時,應將一定單位中出現的缺陷數換算為平均單位缺陷數后用U控制圖。例如,在制造厚度為2mm 的鋼板的生產過程中,一批樣品是2平方米,另一批樣品是3平方米,這時應換算為平均每平方米的缺陷數,然后再對它進行控制。
|