|
摘要:
控制圖
是對過程質量特性值進行測定、記錄、評估,從而監察過程是否處于控制狀態的一種用統計方法設計的圖。其中控制圖根據統計數據的類型不同分為計量型控制圖與計數型控圖,下面我們針對計量型控制圖進行介紹。
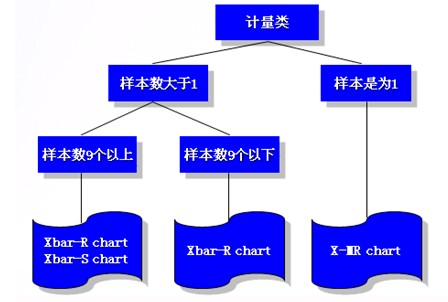
計量型控制圖的分類及選用方法
其中計量型控制圖包括:
·Xbar-R chart均值-極差控制圖
·Xbar-S chart均值-標準差控制圖
·X-MR chart 單值-移動極差控制圖
計量型控制圖的控制界限及應用說明

說明:
1.Xbar-R chart
均值-極差控制圖
:對于計量數據而言,這是常用最基本的控制圖。它的控制對象為長度、重量、純度、時間和生產量等計量值的場合,這時的樣本數≤10。
2.Xbar-S chart均值-標準差控制圖:當樣本容量大小n>10時,這時應用極差估計總體標準差的效率降低,需要用S圖來代替R圖。
3.X-MR chart 單值-移動極差控制圖:適合于只能取一個值的控制(如化工等氣體與液體流程式過程,產品均勻的場合,因此它判斷過程變化的靈敏度也要差一些)
控制圖運用步驟
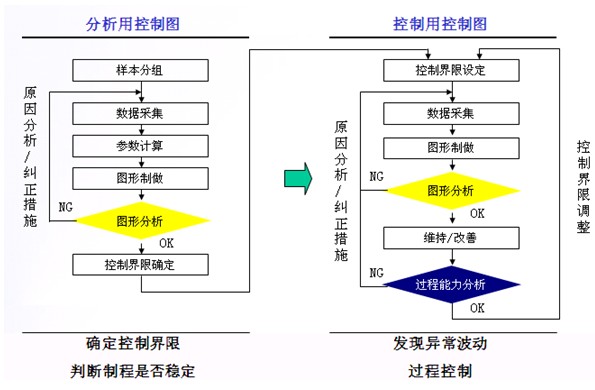
計量型控制圖是可以用量具、儀表等進行測量而得出的連續性數值,可以出現小數。常用的計量值控制圖有:均值-極差控制圖、均值-標準差控制圖、單值-移動極差控制圖,其中以
X-R控制圖
用得最多,它對加工工序有很強的控制能力,是控制產品質量最實用有效的一種工具。
|