|
ŪóńŅĪ≥ĺį
ń≥Ļęňĺ «»ę«ÚÓIŌ»Ķń∆Ż‹áŃ„≤ŅľĢ÷∆‘ž…Ő£¨÷ų“™÷¬Ń¶”ŕňńīů∆Ż‹áń£ČK£ļ◊ý“ő°Ęő≤ö‚Ņō÷∆ŌĶĹy°ĘÉ»ÔóŌĶĹy°Ę«į∂ňń£ČK°£2010ńÍ£¨ľĮąFšN ŘÓ~Ŗ_ĶĹ138É|öW‘™°£»ę«ÚďŪ”–7.5»f√ŻÜTĻ§£¨∑÷≤ľ‘ŕ33āÄáÝľ“Ķń238ľ“Ļ§ŹSļÕ38Őé—–įl÷––ń°£
—bŇš…ķģaĺĨF†Ó
ńŅ«į‘ďĻęňĺ“—Ćß»ŽāųĹyį≤üŰŌĶĹy£¨“—ń‹ČÚÕ®Ŗ^őÔņŪť_ÍP”|įl…ķģaģź≥££¨≤Ę«“ń‹”√¬ēĻ‚ąůĺĮĽÚŽä◊”ŅīįŚĶń–ő ĹĺĮ ĺ…ķģaģź≥£–ŇŌĘ°£ĶęāųĹyį≤üŰŌĶĹyīś‘ŕ÷T∂ŗÜĖÓ}£ļ
•őÔņŪť_ÍP–ŇŐĖ ’ľĮÕ®ĶņĽýĪĺ…Ō «Ľý”ŕRS485ŅāĺÄ£¨ňŔ∂»¬ż°Ę»›“◊ ‹ŽäīŇł…Ē_°Ę∑Ä∂®–‘üo∑®Ī£◊C£Ľ
•őÔņŪť_ÍP»›“◊ďpČń£¨ďpČńļůłŁďQĺS◊oĶńŅā≥…ĪĺįļŔF£®»ňѶ≥…Īĺ£©£¨«“≤Ľ“◊’“ĶĹĻ ’ŌŁc£Ľ
•āųĹyį≤üŰŌĶĹy”…”ŕ≤…”√ŃňőÔņŪť_ÍP◊ųěť–ŇŐĖ”|įlÜő‘™£¨ŌĶĹy…ŌĺÄļů“™ĒU’ĻĻ¶ń‹ĆĘēĢ∑«≥£ņߎy£¨«“ĒU’ĻÕ∂»Ž≥…ĪĺēĢĪ»›^īů£Ľ
•āųĹyį≤üŰŌĶĹy”≤ľĢĹMľĢŖw“∆ņߎy£¨ģĒ…ķģaĻ§őĽĽÚģaĺÄŖw“∆ērēĢŌŗģĒ¬ťü©£Ľ
•āųĹyį≤üŰŌĶĹy÷Ľń‹āųŖfÓA∂®Ńxļ√Ķńģź≥£īůÓź£®∆∑Ŕ|ģź≥£°ĘőÔŃŌģź≥£°Ę‘Oāšģź≥£Ķ»£©£¨Ķęüo∑®įŁņ®ĺŖůwĶńģź≥£√ųľö°£Ī»»Á£ļģĒ«įőÔŃŌģź≥£ «“Úěť»ĪńńāÄőÔŃŌ“ż∆ūĶń°£
Ćß»ŽQSmartį≤üŰĶń“‚ŃxľįÉ쥛
•ÉěĽĮ…ķģa¨FąŲģź≥£–ŇŌĘĶń∑īūĀŃų≥Ő£Ľ
•Ņs∂Ő…ķģa¨FąŲģź≥£†ÓõrĶńŪĎĎ™ľįŐéņŪērťg£Ľ
•Ĺ®ŃĘ…ķģa¨FąŲģź≥£†ÓõrĶńŐéņŪôC÷∆£Ľ
•īśÉ¶ģź≥£ŐéņŪŖ^≥ŐĶńÕÍ’Ż–ŇŌĘ£Ľ
•ěť…ķģaĻ‹ņŪłń…∆ŐŠĻ©ĒĶďĢōSłĽĶńąůĪŪ÷ß≥÷£Ľ
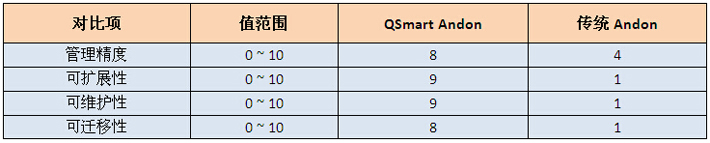
QSmartį≤üŰƶĪ»āųĹyį≤üŰ
QSmartį≤üŰ
ƶĪ»āųĹyį≤üŰ”–Ĺ^ƶĶńÉ쥛£¨»ÁŌ¬ĪŪ£ļ
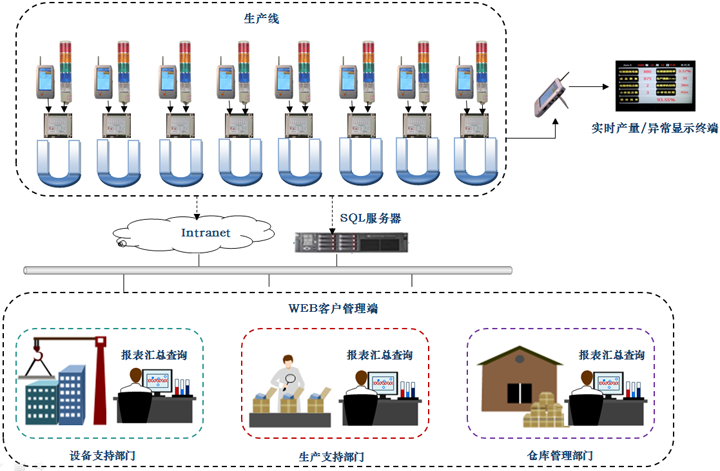
‘ď∆Ż‹á—bŇšĻęňĺƶį≤üŰŌĶĹyĶń–Ť«ů
1.‹áťg”–13āÄģaĺÄ–Ť“™Ćß»Žį≤üŰįī‚o£¨√ŅāÄĹM—bĻ§őĽľ‹‘O“ĽāÄ”|√Ģ∆Ń£¨ļůņmĒU’Ļ7āÄĻ§őĽ£Ľ
2.ģź≥£∑NÓźůw¨Fį≤»ęÜĖÓ}°Ę‘OāšĻ ’Ō°ĘőÔŃŌ∂Ő»Ī°ĘŔ|ŃŅÜĖÓ}°ĘĻ§ňáÜĖÓ}£¨≤ĽŃľģź≥£Õ®Ŗ^üoĺÄāų›Ē÷Ń∑ĢĄ’∆ų£Ľ
3.ĺĮ ĺüŰěť3…ęüŰ£¨°įĺG…ę°ĪīķĪŪ°ĺ…ķģa°Ņ£¨°įľt…ę°ĪīķĪŪ°ĺģź≥£°Ņ£Ľ°įŁS…ę°ĪīķĪŪ°ĺŐéņŪ÷–°Ņ£Ľ
4.ŅīįŚÔ@ ĺ‹áťgĻ§–Ú°Ę‘Oāš√Ż∑Q°Ę‘Oāšģź≥£ērťg°Ę”|įl»ňÜT°Ę÷ß‘ģļěĶĹ»ňÜTĶ»–ŇŌĘ£Ľ
5.łųĺĮ ĺüŰŌ¬√ś‘Ųľ”LEDÔ@ ĺ∆ŃÔ@ ĺģź≥£≥÷ņmērťg£Ľ
6.ŅīįŚį≤—b–Ť“™4ČK∆Ń£¨∆š÷–řkĻę “–Ť«ů52īÁLEDŽä“ē2ČK£¨ĺS–řřkĻę “°ĘőÔŃųřkĻę “–Ť«ů42īÁLEDŽä“ēłų“ĽČK£Ľ
7.řkĻę»ňÜTŅ…‘ŕļůŇ_Ĺy”čģź≥£‘Ēľö†Óõr£¨≤Ę”–įōņ≠ąD°Ę∆īąDĶ»ÖRŅā£Ľ
8.ģĒģź≥£ŪĎĎ™ērťg‘ŕ“é∂®∑∂áķÉ»üo∑®ŐéņŪ£¨ŌĶĹyĄt◊‘Ą”Õ®÷™‘ďōďōü»ňĶń…ŌľČ÷ųĻ‹£¨Õ®÷™∑Ĺ Ĺěťŗ]ľĢ°ĘÕůĪŪ°Ę∂Ő–Ň£Ľ
9.ģź≥£Õ¨ērÕ®Ŗ^ŹV≤•ŖM––≤•ąů£Ľ
QSmartį≤üŰŅāůw ĺ“‚ąD
Ļ¶ń‹ŃŃŁc
•ļÜ“◊”—ļ√Ķń»ňôCĹĽĽ•ĹÁ√ś£Ľ
•ÕÍ…∆«“Ŗm”√”ŕīů∂ŗĒĶ…ķģaąŲĺįĶńėIĄ’ŖČ›č£Ľ
•ž`ĽÓ∂ŗė”Ķńģź≥£–ŇŌĘįl≤ľ∑Ĺ Ĺ£Ľ
•ōSłĽ∂ŗė”«“ú ī_√ņ”^ĶńĒĶďĢąůĪŪľįąDĪŪ£Ľ
•ŹäīůĶń∂®÷∆ĒU’Ļń‹Ń¶£Ľ
•ůw∑e–°°ĘĻ¶ļńĶÕ°ĘĹ”Ņŕ»ę°Ę≤Ņ ū∑ĹĪ„Ķń≤…ľĮ”≤ľĢ£Ľ
•ĆćērģaŃŅ◊‘Ą”ĽĮ≤…ľĮń‹Ń¶£Ľ
•ģź≥£–ŇŌĘįīĆ”ľČ∂®ŁcÕ∂Ŗf£Ľ
•…ķģa»őĄ’Ō¬įlľįŖ_≥…¬ Ĺy”č£Ľ
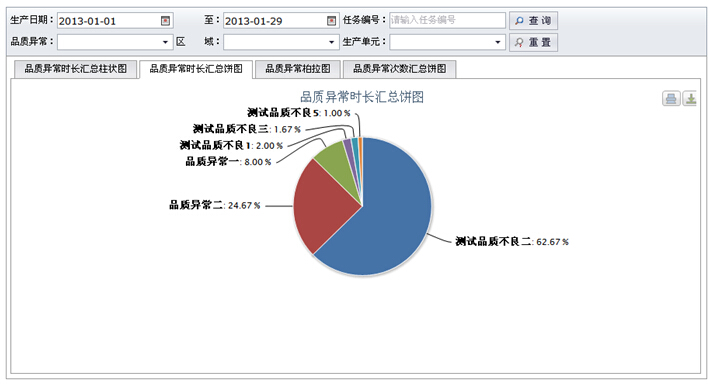
∆∑Ŕ|ģź≥£°ĘőÔŃŌģź≥£°Ę‘Oāšģź≥£ÖRŅāąůĪŪ£®ÖĘŅľĹÁ√ś£©
|
