|
ժҪ: ����ͼ,Ҳ��
����ͼ
,��Ӧ���ڹ����ϵ�һ��ͼ���o����ͳ��ԭ���ƶ����ƽ��������ߩo �������������,�ƶ��Ƴ��Ƿ����ȶ�״̬.
�����ʹ���ͼ(P-Chart)
P-chart�����ù���ͼ��ԭ��,���Ƴ��в�Ʒ�����ʽ��й��ơ�����SPC�м���ֵ����ͼ����õķ���ͼ��֮һ,Ҳ��Ʒ�ʹ�����������Ĺ���,�����������ص��빦��:
����ij��Ʒĸ����(������)N�IJ�����״��,�˽Ȿϵͳ������״���µIJ���״��,���������ɱ�����;
����ͻ���¼�Ӱ��̶ȼ�ʱ�˽�;
����Ԥ����һ�εIJ����ʡ�
�����ʹ���ͼ(P-Chart)֮�ж�
�ȶ��Ƴ�
a)�����㼯���������߸���.
b)���������ڹ��ƽ��߸���.
c)��ֲ������״̬,�����ѭ.
d)�㳬�����ƽ���.
�쳣�ж�ԭ��:
a)�е㳬�����ƽ���.
b)����3������2���ڹ������¶�����.
c)����6���������.
d)����5������4����UCL�����ĸ���.
P����ͼ����е������������,��Ӧ��ȡ�Բ�.
•
���ߵ�ʧ��,�����������,�������ǰ֮����ֵӰ���.
•
��Ʒ���ж���������,Ӧ�輴����.
•
�����в����ʱ�С��ԭ��,��������ԭ��,���������պ����Ƚ��Ͳ�����.
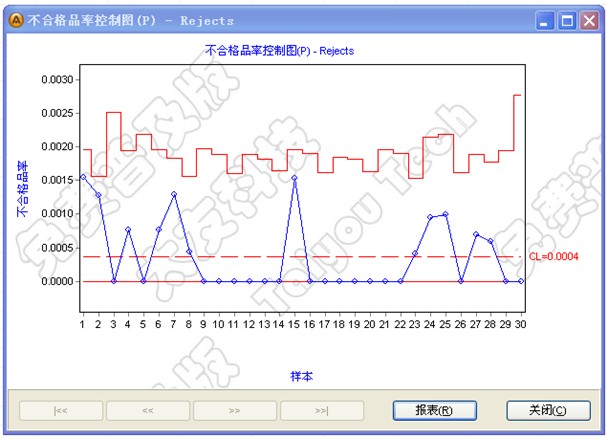
�����ʹ���ͼ(P-Chart)��ʵ��
������PA-1900-02D Burn-inվ�ռ���30�����ݣ�ÿ4Сʱ֮Ͷ����Ϊһ�飩:

�ռ���������Щ���ݺ�,Ϊ�˷�����ټ�������������P����ͼ���жϸ�����Ʒ�IJ�����,���ǿ���ֱ������
SPC����
���Զ�����P����ͼ,�ҿɶ����쳣����б���:
|