|
摘要:正确的测量,永远是质量改进的第一步。如果没有科学的测量系统评价方法,缺少对测量系统的有效控制,质量改进就失去了基本的前提。为此,进行测量系统分析就成了企业实现连续质量改进的必经之路。
测量系统是用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;用来获得测量结果的整个过程。例如:要测量一个柱的内径,那么其测量系统应包括:
•
测量项目
•
人员
•
测量仪器
•
测量标准
•
进行测量的环境条件
作为测量过程活动的结果,产生一个数值以表示内径测量的结果。
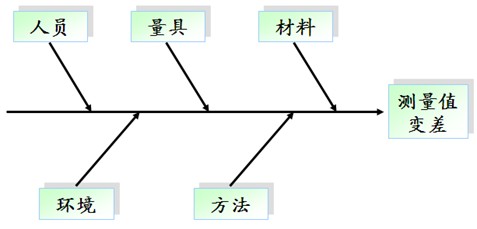
测量系统的变差
测量过程的构成因子及其相互作用,产生测量结果的变差。
MSA分析软件
在对测量系统MSA分析时,我们主要是对其
重复性与再现性GR&R
分析:
•
重复性(Repeatability ):当同一零件的同一种特征由同一个人进行多次测量时变异的总和。
•
再现性(Reproducibility ):当同一零件的同一种特征由不同的人使用同一量具进行测量时,在测量平均值方面的变异的总和。
而对于其重复性与再现性GR&R分析的分析,我们可以直接通过
SPC软件
来自动分析,SPC是一套品质分析管理软件,可对采集的测量数据进行统计数据分析,是一套非常有效的品质管理软件.利用它,只要轻松的几步就可以生成重复性与再现性GR&R分析结果,并可生成统计报表,方便品质管理人员快速实现高效的测量系统分析,其测量结果如下:
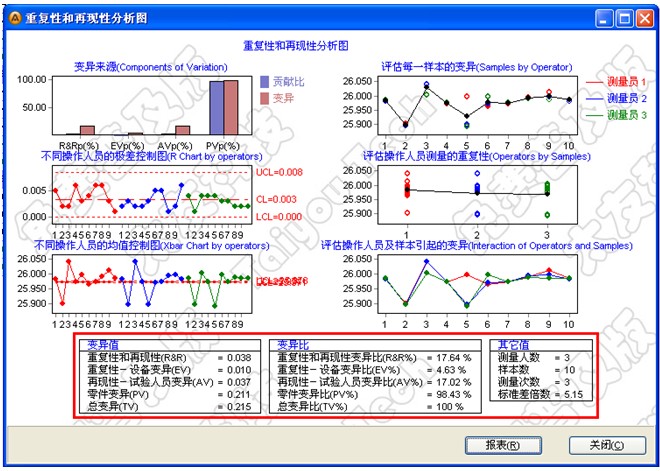
结果分析:
•
当重复性(AV)变差值大于再现性(EV)时,可采取下列措施:
a)增强量具的设计结构。
b)改善量具的夹紧或被测量产品定位的使用方式(检验点)。
c)对量具进行维护和保养。
•
当再现性(EV)变差值大于重复性(AV)时,可采取下列措施:
a)再明确订定或修改作业标准,加强操作员对量具的操作方法和数据读取方式的技能培训。
b)可能需要采用某些夹具协助操作员,以提高操作量具的一致性。
c)量具经维修校准合格后再进行%R&R 分析。
|
