|
摘要:過程能力指數(shù)(
CPK
)是用來衡量工序能力大小的一個參數(shù),采用CPK分析法對部件涂裝后的尺寸進行分析,可以準(zhǔn)確判定該涂裝工藝在涂層厚度控制方面的有效性,并根據(jù)分析結(jié)果優(yōu)化涂裝工藝中的各個參數(shù),從而達(dá)到精確控制涂層厚度的目的。
在精密儀器儀表 (特別是相機變焦鏡頭等關(guān)鍵零件)上進行涂裝加工,往往既有嚴(yán)格的外觀及涂層性能要求,又有嚴(yán)格的裝配配合要求。因此,對此類產(chǎn)品的涂裝加工,在控制涂層厚度方面,除了要有更好的機器控制設(shè)備,更要有好的分析和管理方法。品質(zhì)管理中常用的CPK法是建立在對零件尺寸實測數(shù)據(jù)進行統(tǒng)計分析的基礎(chǔ)上,通過一系列運算而得到制程能力指數(shù)的分析方法。本文應(yīng)用該法計算某數(shù)碼相機鏡頭部件在涂裝加工中的
過程能力指數(shù)
即CPK值,以判定該工藝在控制涂層厚度方面的能力,同時運用該法對涂裝加工過程中的參數(shù)進行調(diào)整,以實現(xiàn)對涂層厚度的精確控制。
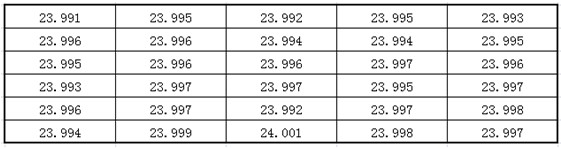
涂裝后工件外徑尺寸檢測及CPK值的計算
根據(jù)太友
CPK計算工具
及該工件的圖紙要求(最終尺寸為=24(0/-0.01)mm),對噴涂不同時間后的工件外徑尺寸進行檢測,下面收集了30組數(shù)據(jù),如下表所示:
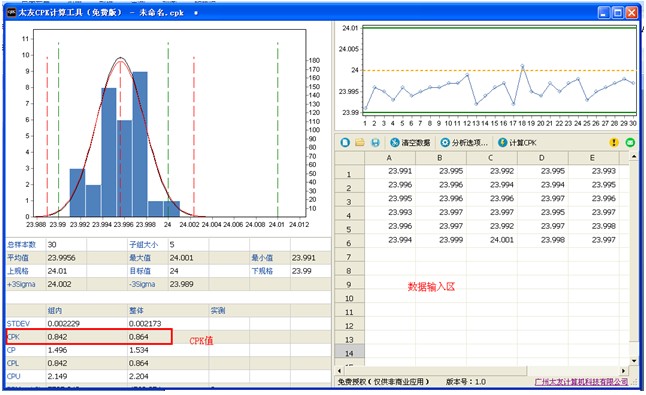
這時直接把把數(shù)據(jù)復(fù)制到太友的CPK計算軟件里就可以求得CPK來判斷該工序能力:
CPK值分析
CPK值與良品率及不良率之間的對應(yīng)關(guān)系如下表所示:
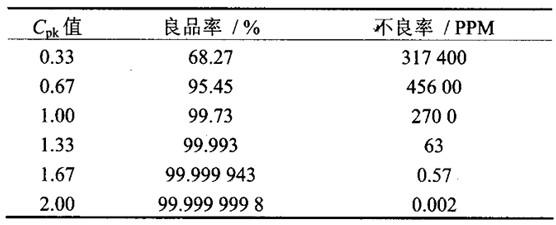
當(dāng)CPK>2.0時,制程能力太高,可縮小規(guī)格或?qū)で蠼档统杀荆划?dāng) 1.67≤ Cnk≤ 2.0時,制程能力狀況理想,需保持;當(dāng) 1.0≤ CPK<1.67時,應(yīng)進行相應(yīng)的品質(zhì)改善工作;當(dāng) CPK<1.0時,應(yīng)積極采取措施,并進行全檢分析。而相對于金屬切削加工而言,涂裝加工由于自動化程度仍然處于較低水平,因此在制程能力控制方面,通常取 CPK≥0.67,即良品率 95.45%以上,并采用全檢的方式進行品質(zhì)管理和控制。通過上面計算CPK值可知,CPK=0.864>0.67,說明該涂料工藝的合格率已經(jīng)達(dá)到95.45%以上,制程狀態(tài)是比較理想的.可知,可以通過計算CPK值來優(yōu)化涂料工藝參數(shù),提高品質(zhì)達(dá)成率,降低生產(chǎn)成本都有十分積極的作用.
|
