|
摘要:
按燈系統
可以對工位或生產線上的異常狀況(如品質、設備、物料等問題)進行報警監控,搜集數據,識別問題發生最多的地方,并進行改善; 通過ANDON可以傳遞各工位或生產線的實時狀態信息,建立透明化的生產現場. 本文將對系統的作業流程進行介紹,使用戶在較短的時間內熟悉系統,并能開始應用系統對產品的制造過程進行過程監控。
按燈ANDON系統作業流程
在操作
ANDON系統
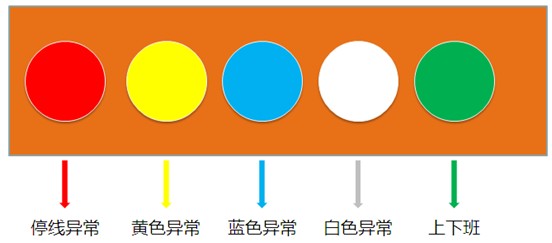
時,我們首先要給按鈕盒的不同顏色指定相對應的異常類型,一般現在的按鈕盒有3色和5色兩種,以下這種是5色的按鈕盒,其中不同的顏色對應某種指定的異常狀態,可根據公司狀況自定義.以下是我們的標注示例:
下面是按燈系統的作業步驟:
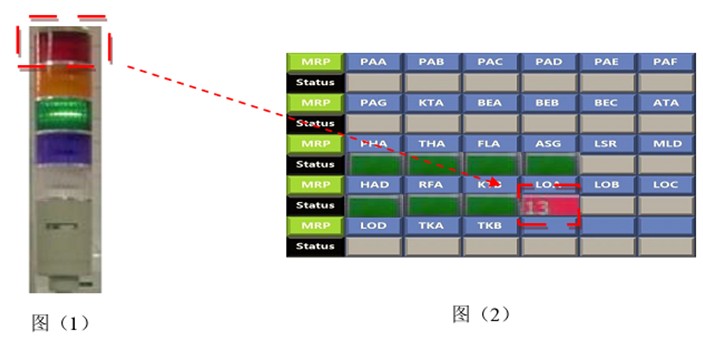
1.開線作業:上班前按綠色按鈕,警示燈亮綠色(圖 1),電子看板及采集儀顯示產線開線數,看板顯示綠色狀態(圖2):

2.異常作業:產線作業發生異常時,操作人員可根據異常狀況按對應顏色按鈕,如某產線出現品質異常,按下紅色按鈕,指示燈亮紅色(圖 1);電子看板及采集儀顯示相對應產線,看板顯示紅色狀態(圖 2);當異常未處理,異常時間會累加。
備注:顏色對應相關異常狀態,可根據公司狀況自定義。請定義清楚不同顏色表達異常項目,不然報表統計會出現異常。如多種異常出現在同一產線,也可以按相對應異常報警燈。
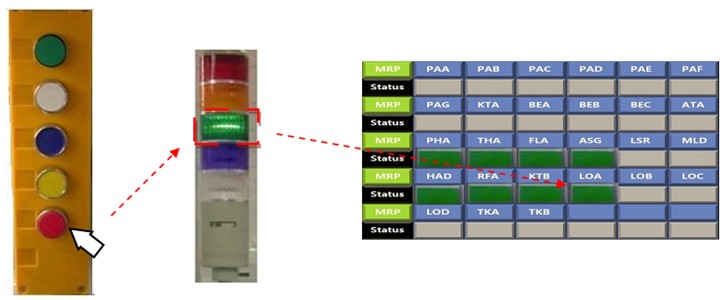
3.異常排除作業:相關單位將異常排除后,請按對應的顏色按鈕。如報警燈顯示紅色,則人員按紅色按鈕,異常解除,看板中對應產線顯示正常的綠色。其他異常操作方式相同。
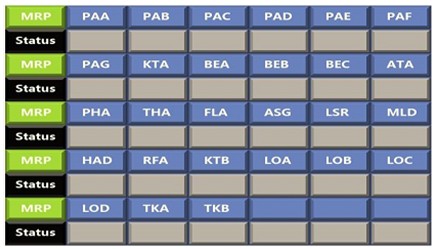
4.下班作業:人員下班時,可再次按綠色按鈕,綠色燈熄滅,看板所有線別顯示灰色狀態。此時產線已停止作業。異常未處理,停線狀態異常會一直累計時間,直到異常解除。
備注:請根據自行的運行模式進行設置上下班的次數。
如8:00~12:00 則 8:00須按綠色按鈕,12:00 再次按一次綠色按鈕。
13:00~17:00 則 13:00須按綠色按鈕,17:00 再次按綠色按鈕。
以上是
按燈系統
的主要作業流程,系統可跟蹤異常狀況到問題解決的整個流程,促使解決問題流程的實施;同時ANDON系統還可對異常發生的類型、時間、響應時間、修復時間等做記錄,為生產管理提供數據分析依據。
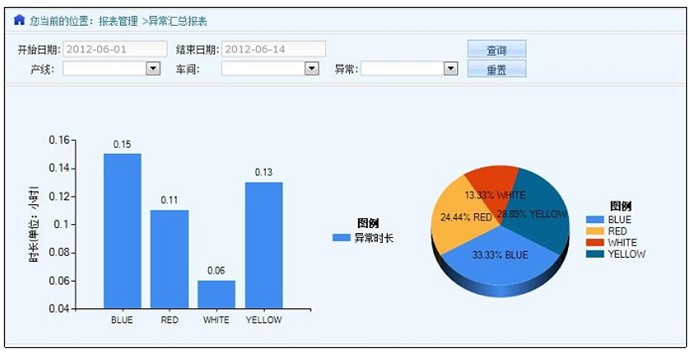
按燈ANDON系統統計匯總分析報表示例
ANDON系統
可依時間或產線進行各種異常發生時間進行匯總,并生成直方圖、餅圖。
|
