|
摘要:随着科技的发展及计算机技术的推动,
Andon系统
已经越来越多应用在制造业的生产线中,并取得良好的效益,使生产现场的管理更加有序,对于生产现场的异常状况能够及时得到支持部门的响应,使得现场的异常状况能够得到及时有效的处理.
企业实施ANODN系统的主要收益:
•
优化生产现场异常信息的反馈流程,减少工作时间和人工成本;
•
通过缩短生产现场异常状况的响应及处理时间降低停机待料时间和坏品率;
•
建立生产现场异常状况的处理机制,提升工作效率;
•
自动实时采集系统实现工作无纸化;
•
完整的信息存储和综合分析为持续改善提供数据基础;
安灯系统的分类
太友科技作为国内领先的
安灯系统
解决方案服务提供商,我们根据客户的不同需求,可以提供以下两种结构的ANDON系统:一是物理按钮结构ANDON;二是触摸屏无线结构ANDON.下面我们分析这两种结构的优缺点,方便企业可以根据自身的实际情况选择最适合自己的ANDON系统.
1.物理按钮结构ANDON系统
•
结构:
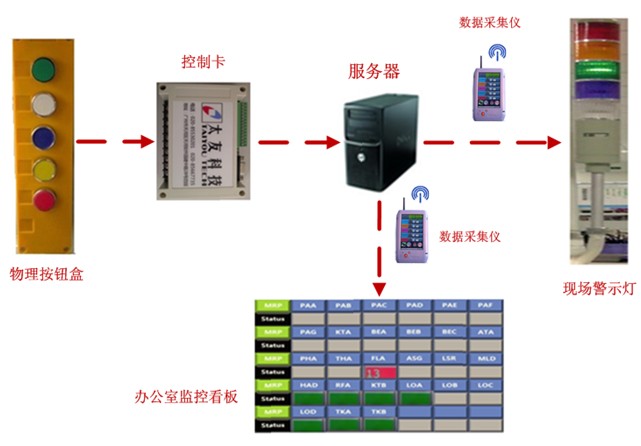
•
特点:
a)采用4色或5色按钮;
b)可外接警示灯;
c)各信号发送单元组成有线网络接入设备中;
•
优点:前期投入成本相对较低;
•
缺点:
a)物理开关信号收集通道基本上是基于RS485总线,速度慢、容易受电磁干扰、稳定性无法保证;
b)物理开关容易损坏,损坏后更换维护的总成本昂贵(人力成本),且不易找到故障点;
c)扩展性相对来说会比较差,且扩展投入成本会比较大;
d)
Andon系统
硬件组件迁移困难,当生产工位或产线迁移时会相当麻烦;
e)系统只能传递预定义好的异常大类(品质异常、物料异常、设备异常等),但无法包括具体的异常明细。比如:当前物料异常是因为缺哪个物料引起的。
2. 触摸屏无线结构ANDON
•
结构:

•
特点:
a)采用触摸屏终端,可自由设计各类异常信息按钮;
b)可设置签到模式,处理人员通过输入ID进行签到处理或者刷卡的方式;
c)可外接LED屏及敬示灯等,可显示相关工位的状态;
d)通过FSK无线方式或WIFI无线方式组成网络.
•
优点:
a)可扩展性强:采用触摸屏操作按钮方式,方便扩展更多的异常呼叫项目,且可详细异常的具体类型, 如发送现场缺料的具体信息,或是设备故障的具体类型;
b)采用无线网络传输模式,无需进行复杂的布线,方便实施维护;
c)灵活多样的异常信息发布方式,可采用短信、PC消息接收方式;
d)异常处理可采用处理人员签到刷卡的方式,保证及时处理异常;
e)通过后台可对数据统计及分析,导出各种相关报表等;
•
缺点:前期投入成本相对物理按钮结构来说会高点;
以上是对
ANDON系统
两种结构的优缺点进行了介绍,总体上来说还是建议大家选择触摸屏这种结构,虽然前期投入会比传统按钮结构的贵点,但是后期会为我们省去很多人力维护管理成本,重要的一点是,触摸屏结构不但扩展性强,而且可明细到异常的具体类型,如物料异常,它就可以明细到具体是哪种物料缺料,这样就有利于提高我们的工作效率,而按钮结构就做不到.
|
