|
摘要: 安燈系統(
暗燈
)是一種現代企業的信息管理工具。它不僅能夠實時顯示當前的計劃產量、實際產量、進度及時間,使管理人員隨時了解生產狀況,而且具有快速顯示生產異常工位、減少問題產品等諸多優點。近年來,隨著汽車制造企業總裝輸送線年產量的不斷提高,安燈系統得到廣泛應用。
安燈系統的作用和目的
安燈系統
主要應用于規模化、勞動密集型企業。近幾年,尤其是2005年以來,國內各汽車制造廠的單條總裝輸送線逐步超過了年產10萬、15萬、20 萬輛甚至更高,安燈系統因此得到廣泛應用。安燈系統的作用主要表現在以下幾個方面:
1.實時顯示當前的計劃產量、實際產量、進度及時間,使所有人員,特別是管理人員隨時了解生產狀況;
2.快速顯示生產異常工位,加快問題處理速度,減少停線次數;
3.快速顯示設備、主線故障及報警,使維修人員快速準確到位搶修設備;
4.當檢查工位發現產品出現質量問題時,能在較短時間內召喚到責任人員,減少問題產品;
5.記錄各種生產信息、生產異常信息、設備運行等信息,可形成報表,便于檢索考核,用于各類管理人員分析對策;
安燈系統的應用
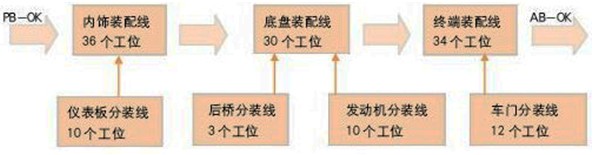
國內各汽車制造廠的單條總裝輸送線逐步超過了年產10萬、15萬、20萬輛甚至更高,下圖為典型的轎車總裝工藝流程,其中,總裝生產線上有100個主線工位、35個分裝線工位。
企業可以根據自身的需求,可以根據工位、產線或車間等為單位來安裝部署安燈系統,安燈系統主要由三大部分組成,一個是采集端(主要用來采集生產現場有關品質、設備、物料等相關信息) 、一個是顯示端(主要是用來顯示異常等相關信息),最后一個就是管理端(主要是用來做異常統計分析報表用).目前,我們的安燈系統分為兩種結構,一個是無線系統結構,一個是的物理按鈕結構.
1.無線系統結構示意圖:

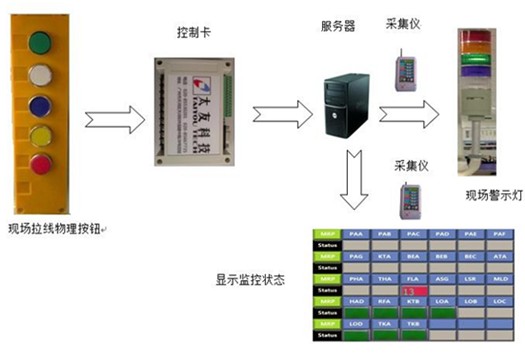
2. 物理按鈕系統結構示意圖
兩者結構對比:
無線結構擴展性強,可實現更多的功能,如發送現場缺料的具體信息,或是設備故障的具體類型,實現處理人員現場登錄,簽到等工作;但成本相對較高;而物理按鈕結構的優點為成本相對較低;缺點為擴展性差,無法發送詳細的現場信息,未來系統無法進一步擴展;另一明顯的缺點為需要在現場布線,在未來需要調整生產線時會帶來一定的工作量。企業可根據自身的要求選擇相應的
安燈系統
.
|
