|
摘要:制程能力是用來反映生產工序在一定時間里,處于控制狀態(穩定狀態)的實際工作能力。
什么是制程能力?
制程能力也叫
工序能力
,是“處于管理狀態的制程所做出的品質向上能力”。換句話說“在標準化的制程上生產出的制品(尺寸,不良率)表現出的散布的范圍”。
制程能力分析
所謂制程能力分析又稱為制程能力研究,是利用管制圖、次數分配圖及其它統計方法以決定制程能力的一種系統性工作,這種工作包括下列步驟:
1.確定能代表制程能力的質量特性。
2.由制程抽取樣本測定其特定性值普通需收集100至250個數據。
3.點繪出的形態,計算其平均值與標準偏差(利用次數分配圖) 。
4.解釋此種形態,發掘異常現象,確定在經濟上是否值得采取措施。
5.對異常現象采取措施。
這些步驟可以循環使用,直到獲得滿意的制程,此時的制程能力才是真正的制程能力。
制程能力中,幾個重要的品質指標:
•準確度:是一種制程能力指數,通常用Ca表示。其表示制程特性中心位置的偏移程度,數值越大偏移越大,數值越小偏移越小,值等于0即不偏移。如果計算出的Ca值為負數,則表示偏左,無負號則表示偏右。Ca的計算公式為:
Ca=|(CL-SL)|/(USL-SL) (CL在SL右邊) 當USL=SL時,Cs則無意義。
Ca=|(CL-SL)|/(SL-LSL) (CL在SL左邊) 當LSL=SL時,Cs則無意義。
•精密度:也是一種制程能力指數,通常用Cp表示。Cp在衡量制程的變異寬度與規格公差范圍相差的情形,其表示制程特性的一致性程度,值越大越集中,值越小越分散。也就是常說的理論制程能力。Cp的計算公式為:
1)雙邊規格時:規格上下限的距離除以6倍的標準差。
Cp= (USL-LSL)/6 = (USL-LSL)/ (UCL-LCL)
2)單邊上限規格時:
Cp= (USL-CL)/3 =CPU
3)單邊上限規格時:
Cp= (CL-LSL)/3 =CPL
•制程能力指數(CPK):也就是實際制程能力,同時考慮偏移和精度。表示實際制程能力滿足產品質量標準(產品規格、公差)的程度。因此,
CPK
的數值越大就越好。綜合Ca與Cp兩值的指數,其公式為:
CPK= (1-|Ca|)*Cp
當Ca=0時,CPK=Cp
以上主要介紹了制程能力的內容,在這也推薦一款制程能力分析工具給大家(免費的),方便大家平時在做制程能力分析時用:
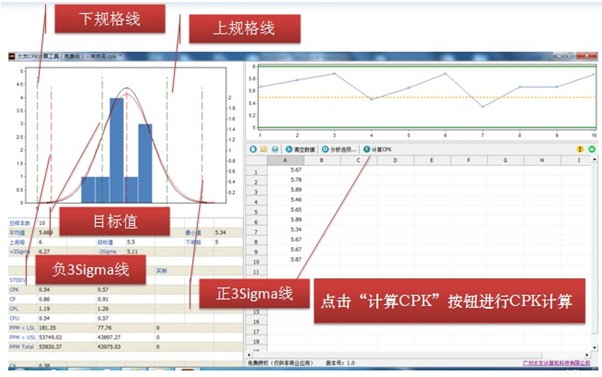
制程能力分析工具CPK免費下載地址:
http://www.jnh128.com/QC/CPK.html
|